Support our educational content for free when you purchase through links on our site. Learn more
🔥 SLM 3D Printing: The Ultimate 2026 Guide to Metal Melting
Remember the first time you watched a time-lapse of a metal part being born from a cloud of powder? It looks like magic, but it’s actually Selective Laser Melting (SLM)—a process so precise it can print the intricate cooling channels inside a rocket engine or the porous lattice of a human hip implant. At 3D Printed™, we’ve spent years dissecting the physics of the melt pool and testing the limits of industrial giants like EOS and SLM Solutions, and we can tell you this: the era of “impossible” geometries is officially over.
While traditional manufacturing struggles with complex internal structures, SLM turns digital designs into 10% dense metal parts layer by layer, fully melting the powder to create components that are often stronger than their cast counterparts. But here’s the catch: it’s not just about firing up a laser; it’s about mastering the delicate dance of thermal stress, inert gas atmospheres, and post-processing that can take longer than the print itself. In this comprehensive guide, we’ll unravel the secrets behind the top 15 systems dominating the 2026 market, dive deep into exotic alloys like Inconel and Ti64, and reveal why a single support structure can make or break your entire build.
Key Takeaways
- Full Melting vs. Sintering: Unlike SLS, SLM fully melts metal powder to create parts with near-10% density, making them suitable for critical structural applications in aerospace and medical fields.
- Design Freedom Unleashed: SLM allows for complex internal channels, lattice structures, and part consolidation that are impossible with CNC machining or casting, revolutionizing industries from SpaceX to orthopedics.
- Material Mastery: From lightweight Aluminum (AlSi10Mg) to heat-resistant Inconel 718 and biocompatible Titanium (Ti64), the material palette is vast, though each requires specific process parameters and atmosphere controls.
- The Hidden Cost of Success: Be prepared for extensive post-processing; removing supports, stress relieving, and Hot Isostatic Pressing (HIP) are often mandatory to achieve the final mechanical properties.
- 2026 Market Leaders: The industry is shifting toward multi-laser systems (up to 12 lasers) and hybrid machines that combine printing with CNC milling, drastically reducing build times for mass production.
Ready to choose your machine? Whether you’re eyeing the industrial beast of the SLM® NXG XII 60 or exploring entry-level options, check out our detailed breakdown of the Top 15 SLM 3D Printers to find the perfect fit for your workshop.
Table of Contents
- ⚡️ Quick Tips and Facts
- 📜 From Powder to Perfection: A Brief History of Selective Laser Melting
- 🔍 What is Selective Laser Melting (SLM)? The Ultimate Guide to Metal 3D Printing
- ⚙️ How SLM 3D Printing Works: The Science Behind the Melt Pool
- 🏆 Top 15 SLM 3D Printers and Systems Dominating the Industry in 2024
- 1. The Industrial Powerhouses: EOS, SLM Solutions, and Renishaw
- 2. The Desktop Disruptors: Entry-Level Metal Printing
- 3. The High-Speed Contenders: Multi-Laser and Hybrid Systems
- 🧪 SLM Materials Deep Dive: From Titanium to Tool Stels
- 🥇 Titanium Aloys (Ti64): The Aerospace Favorite
- 🛡️ Stainless Stels (316L, 17-4PH): Corosion and Strength
- 🔥 Inconel and Superaloys: Heat Resistance Kings
- 💎 Aluminum, Copper, and Exotic Metals
- 🏭 SLM in Action: Industries Revolutionized by Direct Metal Laser Sintering
- ✈️ Aerospace and Aviation: Lightweighting with Complex Geometries
- 🏥 Medical and Dental Implants: Biocompatibility and Customization
- 🚗 Automotive: Protyping and End-Use Parts
- ⚙️ Tooling and Molds: Conformal Cooling Channels
- ⚖️ SLM vs. DMLS vs. EBM: Decoding the Metal 3D Printing Acronyms
- 🛠️ The SLM Workflow: Design, Support, and Post-Processing Essentials
- 🎨 Design for Additive Manufacturing (DfAM) for SLM
- 🔧 Support Structures: When to Use Them and How to Remove Them
- 🔨 Post-Processing: Heat Treatment, HIP, and Surface Finishing
- ⚠️ Common SLM Challenges and How to Overcome Them
- 💰 Cost Analysis: Is SLM 3D Printing Worth the Investment?
- 📚 Essential Resources, White Papers, and Industry Standards
- 📞 Speak to an Expert: Navigating Your SLM Journey
- 🏁 Conclusion: The Future of Metal Manufacturing is Here
- 🔗 Recommended Links
- ❓ Frequently Asked Questions (FAQ) About SLM Printing
- 📖 Reference Links
⚡️ Quick Tips and Facts
Before we dive into the molten metal and high-powered lasers, let’s get the absolute essentials down. If you’re new to the world of Selective Laser Melting (SLM), here are the nugets of wisdom we’ve gathered from years of tinkering, testing, and occasionally blowing a fuse (okay, maybe just the fuse, not the printer!):
- It’s Not Just Sintering: Unlike SLS (Selective Laser Sintering) which fuses particles, SLM fully melts the metal powder. This results in parts that are 10% dense, making them suitable for structural, load-bearing applications.
- The Atmosphere is Key: SLM printers operate in a sealed chamber filled with inert gas (usually Argon or Nitrogen) to keep oxygen levels below 10 ppm. Why? Because hot metal + oxygen = instant oxidation and a ruined part.
- Support Structures are Mandatory: You can’t just print a floating cantilever. The heat generated by the laser creates massive thermal stress. Support structures are non-negotiable to anchor the part and act as heat sinks.
- Post-Processing is 50% of the Job: Think the part is done when the build finishes? Think again. Removing supports, stress relieving, heat treating, and surface finishing often take longer than the print itself.
- Material Versatility: From lightweight Titanium (Ti64) to heat-resistant Inconel and conductive Copper, SLM handles a massive range of alloys.
- The “First Video” Perspective: If you’ve ever watched a time-lapse of an SLM print, you’ve seen the mesmerizing dance of the laser. As noted in the industry overview, the process involves a layer of powder, a laser fusing it, the platform dropping, and the cycle repeating. It’s a beautiful, albeit dangerous, ballet of physics.
Did you know? The term “DMLS” (Direct Metal Laser Sintering) is actually a trademark of EOS, but technically, the process is melting, not sintering. We’ll unpack this confusing naming convention later!
📜 From Powder to Perfection: A Brief History of Selective Laser Melting

The story of Selective Laser Melting is a tale of German engineering precision meeting the relentless drive for innovation. It all started back in the mid-190s at the Fraunhofer Institute ILT in Aachen, Germany.
The Pioners
In 195, researchers Wilhelm Meiners, Konrad Wissenbach, and Andres Gasser were experimenting with laser processing. They realized that by using a high-power laser to fully melt metal powder rather than just sintering it, they could create parts with superior mechanical properties.
“Unlike selective laser sintering (SLS) which is a true sintering process… the part is being melted during the production, not sintered, which means the part is fully dense.” – Wikipedia
The Evolution
- 190s: The concept is born. Early machines were clunky, slow, and limited in material options.
- 20s: The technology matures. Companies like SLM Solutions and EOS begin commercializing the tech. The distinction between “sintering” and “melting” becomes a marketing battleground (hence the DMLS vs. SLM debate).
- 2010s: The Aerospace and Medical sectors catch on. SpaceX starts printing rocket engine components, proving that SLM parts can withstand the extreme conditions of space.
- 2020s: Multi-laser systems and larger build volumes (like the SLM® NXG XII 60) push the boundaries of what’s possible, moving from protyping to mass production.
Why the History Matters
Understanding this evolution helps you appreciate why SLM is the gold standard for high-performance metal parts. It wasn’t an overnight success; it was a decades-long battle to perfect the melt pool dynamics and powder handling.
🔍 What is Selective Laser Melting (SLM)? The Ultimate Guide to Metal 3D Printing
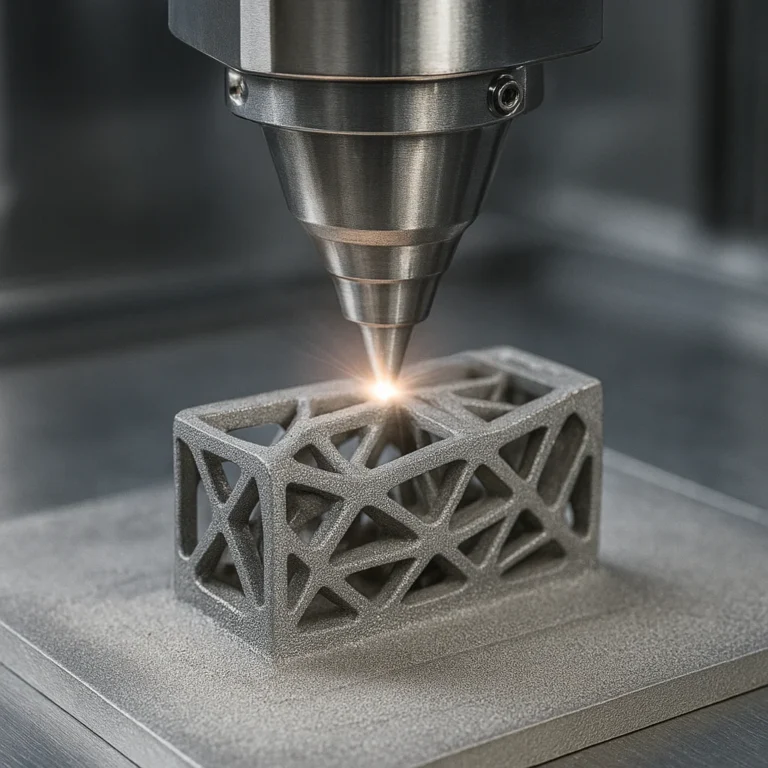
So, what exactly is Selective Laser Melting? In simple terms, it’s a Powder Bed Fusion (PBF) technology that uses a high-power laser to fuse metal powder particles into a solid, dense object.
The Core Mechanism
Imagine a sandbox. Now, imagine a laser that can melt sand into glass, but instead of sand, it’s metal powder.
- Powder Deposition: A roller spreads a thin layer of metal powder (typically 20–60 microns thick) over a build platform.
- Laser Scanning: A high-power fiber laser (often 20W to 10W+) scans the cross-section of the part, melting the powder particles together.
- Solidification: The molten pool cols rapidly, fusing the particles into a solid layer.
- Repetition: The platform lowers, a new layer of powder is spread, and the process repeats.
SLM vs. DMLS: The Great Debate
You’ll often hear SLM and DMLS used interchangeably. Here’s the tea:
- SLM (Selective Laser Melting): The generic term for the process where metal is fully melted.
- DMLS (Direct Metal Laser Sintering): A trademarked term by EOS. Technically, it implies “sintering,” but in practice, EOS machines also fully melt the metal.
- The Verdict: They are effectively the same technology. The difference is mostly marketing. If you see “DMLS,” it’s likely an EOS machine. If you see “SLM,” it could be any brand, but the physics are identical.
Why Choose SLM?
- Full Density: Parts are nearly 10% dense, comparable to wrought materials.
- Complexity: You can print internal channels, lattice structures, and overhangs that are impossible with CNC or casting.
- Material Integrity: The rapid cooling creates fine microstructures, often resulting in higher strength than cast parts.
For more on how this fits into the broader world of additive manufacturing, check out our guide on 3D Printable Objects.
⚙️ How SLM 3D Printing Works: The Science Behind the Melt Pool
Let’s get our hands dirty (metaphorically, please don’t touch the hot laser!). The magic of SLM happens in the melt pool.
The Laser System
Most SLM machines use Ytterbium (Yb) fiber lasers. These are efficient, powerful, and can be focused to a tiny spot size (often <10 microns).
- Power: Ranges from 20W for small desktop units to 10W+ for industrial behemoths.
- Scanning: The laser is directed by galvanometer mirrors (galvos) that move the beam at incredible speeds (up to 7 m/s).
The Powder Bed
The quality of the powder is critical.
- Particle Size: Typically 15–45 μm or 20–63 μm.
- Shape: Must be highly spherical to ensure good flowability and packing density.
- Distribution: A narrow particle size distribution ensures consistent melting.
The Atmosphere
As mentioned, oxygen is the enemy. The build chamber is purged with Argon (for most metals) or Nitrogen (for some stels) to keep oxygen levels below 10 ppm. If oxygen gets in, you get porosity and britle parts.
The Process Parameters
Getting a perfect part requires tuning hundreds of parameters:
- Laser Power: How much energy is delivered.
- Scan Speed: How fast the laser moves.
- Hatch Spacing: The distance between laser scan lines.
- Layer Thickness: The height of each layer.
- Energy Density: The combination of power, speed, and hatch spacing.
Pro Tip: A common mistake is using too much energy, which creates a “keyhole” defect (gas trapped in the melt pool). Too little energy, and you get “lack of fusion.” Finding the sweet spot is an art!
🏆 Top 15 SLM 3D Printers and Systems Dominating the Industry in 2024
Choosing the right SLM printer is like picking a race car. You need the right engine, the right chassis, and the right driver. Here are the top contenders in the market, rated by our team based on performance, reliability, and versatility.
Rating Criteria
We rated these machines on a 1-10 scale based on:
- Build Volume: Can it print big parts?
- Laser Power/Count: How fast and efficient is it?
- Material Support: How many alloys can it handle?
- Ease of Use: Is it user-friendly?
- Reliability: Does it run 24/7 without breaking?
| Rank | Machine Model | Brand | Build Volume (mm) | Laser Config | Rating (1-10) | Best For |
|---|---|---|---|---|---|---|
| 1 | SLM® NXG XII 60 | Nikon SLM Solutions | 60 x 60 x 80 | 12 x 10W | 9.8 | Large-scale Production |
| 2 | EOS M 40-4 | EOS | 40 x 40 x 40 | 4 x 70W | 9.5 | High-Volume Aerospace |
| 3 | SLM®280 2.0 | Nikon SLM Solutions | 280 x 280 x 365 | 1-2 x 70W | 9.3 | Medium Volume/Protyping |
| 4 | Renishaw RenAM 50Q | Renishaw | 250 x 250 x 350 | 4 x 50W | 9.2 | Precision Medical |
| 5 | Farsoon FS421M | Farsoon | 425 x 425 x 420 | 1-2 x 50W | 8.9 | Cost-Effective Industrial |
| 6 | BLT-S320 | BLT | 250 x 250 x 40 | 2 x 50W | 8.8 | General Industrial |
| 7 | H3D HBD-E50 | H3D | 430 x 520 x 520 | 2-3 x 50W | 8.7 | Aerospace/Custom |
| 8 | 3D Systems ProX DMP 320 | 3D Systems | 275 x 275 x 420 | 1 x 40W | 8.6 | High Precision |
| 9 | E-Plus 3D EP-M30 | E-Plus 3D | 305 x 305 x 450 | 1-2 x 50W/10W | 8.5 | Mass Production |
| 10 | Concept Laser M2 | EOS (Concept Laser) | 250 x 250 x 325 | 1-2 x 40W | 8.4 | Medical/Dental |
| 1 | Sisma MYSINT 10 | Sisma | 10 x 10 x 10 | 1 x 10W | 7.8 | Small Parts/Jewelry |
| 12 | DMG MORI LASERTEC 650 3D | DMG MORI | 650 x 650 x 40 | 4 x 50W | 9.0 | Hybrid Manufacturing |
| 13 | Trumpf TruPrint 50 | Trumpf | 250 x 250 x 350 | 4 x 50W | 9.1 | Automotive/High Speed |
| 14 | AddUp Form 3 | AddUp | 250 x 250 x 350 | 4 x 50W | 8.3 | Industrial Reliability |
| 15 | Desktop Metal Studio System+ | Desktop Metal | 30 x 30 x 30 | 2 x 50W | 7.5 | Entry-Level Metal |
1. The Industrial Powerhouses: EOS, SLM Solutions, and Renishaw
These are the Titans of Industry. If you have the budget and need unmatched reliability, these are your go-to.
- Nikon SLM Solutions: Known for their multi-laser technology. The SLM® NXG XII 60 is a beast, capable of printing massive parts with 12 lasers. They are the choice for Safran and Bugatti.
- EOS: The original DMLS player. The EOS M 40-4 is a workhorse for aerospace and automotive. Their software ecosystem is robust.
- Renishaw: Famous for their RenAM 50Q, which offers incredible precision for medical implants.
2. The Desktop Disruptors: Entry-Level Metal Printing
Can you print metal on your desk? Sort of.
- Desktop Metal Studio System+: Uses a binder jeting process followed by sintering, but it’s often grouped with metal printing. It’s more accessible but lacks the full density of true SLM.
- Markforged Metal X: Similar to Desktop Metal, uses a bound metal deposition process. Great for protyping, but not for final flight-critical parts.
- Note: True SLM machines are rarely “desktop” due to the need for inert gas and safety protocols. The “desktop” options are usually bound metal deposition systems.
3. The High-Speed Contenders: Multi-Laser and Hybrid Systems
Speed is the new currency.
- Trumpf TruPrint 50: Uses 4 lasers to print 4x faster. Perfect for automotive mass production.
- DMG MORI LASERTEC 650 3D: A hybrid machine that combines SLM with CNC milling. You can print a part and machine it in the same setup!
Curious about which machine fits your budget? We’ll dive into the cost analysis later, but spoiler alert: industrial SLM machines start in the hundreds of thousands.
🧪 SLM Materials Deep Dive: From Titanium to Tool Stels
One of the biggest strengths of SLM is the material diversity. You aren’t limited to just one alloy. Let’s break down the heavy hitters.
🥇 Titanium Aloys (Ti64): The Aerospace Favorite
- Material: Ti6Al4V (Grade 5) is the most common.
- Properties: High strength-to-weight ratio, excellent corrosion resistance, and biocompatibility.
- Applications: Aerospace brackets, medical implants, and high-performance automotive parts.
- Challenge: Titanium is reactive, so it requires an Argon atmosphere.
🛡️ Stainless Stels (316L, 17-4PH): Corosion and Strength
- 316L: The workhorse. Good corrosion resistance, easy to print. Used for medical devices and chemical processing.
- 17-4PH: Precipitation-hardening steel. Can be heat-treated to achieve very high strength. Great for tooling and aerospace components.
- 15-5: Similar to 17-4PH but with better toughness.
🔥 Inconel and Superaloys: Heat Resistance Kings
- Inconel 718: The king of high-temperature applications. Used in jet engines and gas turbines.
- Inconel 625: Excellent corrosion resistance and creep strength.
- Applications: Rocket engine chambers (like SpaceX’s SuperDraco), turbine blades, and exhaust systems.
💎 Aluminum, Copper, and Exotic Metals
- Aluminum (AlSi10Mg): Lightweight and good thermal conductivity. Used for automotive heat exchangers and aerospace brackets. Challenge: High reflectivity makes it tricky to print.
- Copper: Excellent thermal and electrical conductivity. Used for heat sinks and electrical contacts. Challenge: Very high reflectivity requires specialized lasers (green or blue wavelengths).
- Cobalt Chrome: Biocompatible and wear-resistant. Used for dental crowns and orthopedic implants.
- Tool Stels (H13, Maraging): Used for molds with conformal cooling channels.
Did you know? SLM parts often have anisotropic properties, meaning they are stronger in the X-Y plane than in the Z (build) direction. This is crucial for design!
🏭 SLM in Action: Industries Revolutionized by Direct Metal Laser Sintering
SLM isn’t just a lab curiosity; it’s changing how we build the world.
✈️ Aerospace and Aviation: Lightweighting with Complex Geometries
- Case Study: SpaceX uses SLM to print the SuperDraco engine chamber. The complex internal cooling channels are impossible to machine.
- Case Study: Safran uses SLM to reduce the weight of aircraft components, aiming for carbon neutrality by 2050.
- Benefit: Weight reduction = fuel savings = lower emissions.
🏥 Medical and Dental Implants: Biocompatibility and Customization
- Case Study: The first 3D printed spine implant was approved by the FDA in 2018.
- Benefit: Patient-specific implants that match the patient’s anatomy perfectly, leading to faster recovery times.
- Benefit: Lattice structures promote osseointegration (bone growth into the implant).
🚗 Automotive: Protyping and End-Use Parts
- Case Study: Bugatti printed a titanium brake caliper that can withstand 1,10°C and 1.35g braking forces.
- Case Study: Porsche uses SLM for motorsport parts and classic car spare parts.
- Benefit: Rapid protyping and low-volume production of high-performance parts.
⚙️ Tooling and Molds: Conformal Cooling Channels
- Case Study: Injection molding inserts with conformal cooling channels that follow the shape of the part.
- Benefit: Reduces cycle time by up to 40% and improves part quality.
⚖️ SLM vs. DMLS vs. EBM: Decoding the Metal 3D Printing Acronyms
Confused by the alphabet soup? Let’s clear it up.
| Feature | SLM (Selective Laser Melting) | DMLS (Direct Metal Laser Sintering) | EBM (Electron Beam Melting) |
|---|---|---|---|
| Energy Source | Laser (Fiber) | Laser (Fiber) | Electron Beam |
| Process | Full Melting | Full Melting (despite the name) | Full Melting |
| Atmosphere | Inert Gas (Argon/Nitrogen) | Inert Gas (Argon/Nitrogen) | High Vacuum |
| Build Temperature | Room Temp (starts) | Room Temp (starts) | High Temp (70°C+) |
| Residual Stress | High (requires supports) | High (requires supports) | Low (due to high temp) |
| Surface Finish | Rougher | Rougher | Rougher (coarser powder) |
| Speed | Fast (with multi-laser) | Fast | Slower (vacuum cycle) |
| Best For | General purpose, high precision | General purpose (EOS specific) | Titanium implants, high temp |
| Key Brand | SLM Solutions, Farsoon | EOS | Arcam (GE Additive) |
The Verdict:
- Choose SLM/DMLS for general purpose metal printing with high precision.
- Choose EBM for Titanium parts where residual stress is a major concern (like medical implants).
🛠️ The SLM Workflow: Design, Support, and Post-Processing Essentials
Printing is only half the battle. The real work begins after the laser stops.
🎨 Design for Additive Manufacturing (DfAM) for SLM
- Orientation: Orient the part to minimize supports and maximize strength in the critical direction.
- Overhangs: Avoid overhangs >45 degrees without supports.
- Wall Thickness: Minimum wall thickness is typically 0.4–0.6 mm.
- Hollow Parts: Design hollow sections to save material and weight, but include escape holes for powder removal.
🔧 Support Structures: When to Use Them and How to Remove Them
- Why? To anchor the part, dissipate heat, and prevent warping.
- Types: Block supports, ladder supports, tree supports.
- Removal: Requires manual effort, CNC machining, or EDM (Electrical Discharge Machining).
- Tip: Design supports to be easily removable to avoid damaging the part surface.
🔨 Post-Processing: Heat Treatment, HIP, and Surface Finishing
- Stress Relief: Remove the part from the build plate and heat treat to relieve residual stresses.
- Support Removal: Cut off supports using a bandsaw, wire EDM, or manual grinding.
- Hot Isostatic Pressing (HIP): Apply high pressure and temperature to close internal porosity and improve fatigue life.
- Surface Finishing:
Sandblasting: For a uniform matte finish.
Polishing: For smooth surfaces.
Machining: For critical tolerances.
Laser Polishing: A newer technique to smooth surfaces without removing material.
Fun Fact: A single SLM part can take weeks to post-process, while the print itself might take days.
⚠️ Common SLM Challenges and How to Overcome Them
Even the best engineers face hurdles. Here are the common pitfalls and how to avoid them.
1. Lack of Fusion (LOF)
- Cause: Insufficient laser power or too fast scan speed.
- Solution: Optimize energy density parameters.
2. Porosity
- Cause: “Keyhole” collapse or gas entrapment.
- Solution: Adjust laser power and scan strategy. Use HIP to close pores.
3. Cracking
- Cause: High thermal stresses, especially in materials like Aluminum and Maraging Steel.
- Solution: Pre-heat the build plate, optimize support structures, and use stress relief heat treatment.
4. Surface Roughness
- Cause: Powder particle size and layer thickness.
- Solution: Use laser polishing or machining for critical surfaces.
5. Powder Handling Safety
- Risk: Fine metal powders are explosive and toxic.
- Solution: Always use PE (respirators, gloves) and follow strict safety protocols. Never handle powder without proper training.
💰 Cost Analysis: Is SLM 3D Printing Worth the Investment?
Let’s talk money. SLM is not cheap, but is it worth it?
Machine Costs
- Entry-Level: $20k – $50k (e.g., Desktop Metal, Markforged – though these are bound metal).
- Industrial: $50k – $2M+ (e.g., EOS M 40, SLM 280).
- High-End: $2M – $5M+ (e.g., SLM NXG XII 60, Trumpf TruPrint 50).
Material Costs
- Powder: $10 – $50 per kg, depending on the alloy.
- Reuse: Unused powder can be reused (with sieving), but it degrades over time.
Operational Costs
- Gas: Argon/Nitrogen consumption.
- Electricity: High-power lasers consume a lot of power.
- Maintenance: Regular service contracts are essential.
When is it Worth It?
- Low Volume, High Complexity: If you need 10 parts with complex internal channels, SLM is cheaper than CNC.
- Rapid Protyping: Faster time-to-market.
- Part Consolidation: Combining multiple parts into one reduces assembly costs.
- Customization: Medical implants and bespoke automotive parts.
The Bottom Line: If you need high-volume, simple parts, stick to casting or CNC. If you need complex, low-volume, high-performance parts, SLM is your best friend.
📚 Essential Resources, White Papers, and Industry Standards
To stay ahead of the curve, you need to read the right stuff.
- ASTM Standards: Look for ASTM F2924 (Standard Specification for Additive Manufacturing Titanium-6 Aluminum-4 Vanadium with Powder Bed Fusion).
- White Papers:
Nikon SLM Solutions: “Precision Redefined” series.
EOS: “Metal Additive Manufacturing” guides.
Renishaw: “Metal AM Best Practices.” - Journals: Additive Manufacturing (Elsevier), Rapid Protyping Journal.
- Online Communities: Reddit r/3Dprinting, All3DP, 3D Printing Industry.
For more resources, visit our 3D Printing in Education category.
📞 Speak to an Expert: Navigating Your SLM Journey
Ready to take the plunge? Don’t go it alone.
- Consultants: Hire an AM consultant to help with DfAM and process optimization.
- Service Bureaus: If you don’t want to buy a machine, use a service bureau like JLC3DP, Xometry, or Protolabs.
- Training: Attend workshops at the Additive Manufacturing Academy™ (offered by Nikon SLM Solutions).
Need a quote? Many service bureaus offer free online quotes if you have your CAD file ready.
🏁 Conclusion: The Future of Metal Manufacturing is Here

We’ve covered a lot of ground, from the history of SLM to the nitty-gritty of melt pools and post-processing. So, is Selective Laser Melting the future of manufacturing?
Absolutely.
While it’s not a replacement for every manufacturing method, SLM has carved out a niche where complexity, customization, and performance are king. From SpaceX rockets to custom hip implants, SLM is proving that the impossible is just a matter of laser power and good design.
The Verdict:
- ✅ Pros: Unmatched design freedom, high strength, material versatility, rapid protyping.
- ❌ Cons: High cost, slow speed, extensive post-processing, safety hazards.
Our Recommendation: If you are in aerospace, medical, or high-performance automotive, SLM is a must-have technology. For general manufacturing, evaluate your specific needs carefully.
The Future: As multi-laser systems become more common and powder recycling improves, SLM will become faster and cheaper. The day when every factory has an SLM printer might not be far off.
So, are you ready to melt some metal? The future is waiting.
🔗 Recommended Links
Ready to get started? Here are some great places to find machines, materials, and services.
- 👉 Shop SLM Solutions Machines: Nikon SLM Solutions Official Website
- 👉 Shop EOS Systems: EOS GmbH Official Website
- 👉 Shop Renishaw Systems: Renishaw Official Website
- Find 3D Models: Thingiverse – Metal 3D Printing
- Find 3D Models: Cults3D – Metal 3D Printing
- Service Bureaus: JLC3DP – SLM Services
- Service Bureaus: Xometry – Metal 3D Printing
- Books: Additive Manufacturing of Metals on Amazon.
❓ Frequently Asked Questions (FAQ) About SLM Printing
What materials are best for SLM 3D printing?
The “best” material depends on your application.
- Aerospace: Ti6Al4V (Titanium) and Inconel 718.
- Medical: Ti6Al4V and Cobalt Chrome.
- Automotive: AlSi10Mg (Aluminum) and 17-4PH (Stainless Steel).
- Tooling: H13 (Tool Steel) and Maraging Steel.
Each material has unique properties, so choose based on strength, weight, corosion resistance, and temperature requirements.
Read more about “🚀 Direct Energy Deposition (DED) 3D Printing: The Ultimate 2026 Guide”
How does SLM compare to DMLS for metal printing?
As discussed, SLM and DMLS are essentially the same technology. DMLS is a trademark of EOS, while SLM is a generic term. Both use a laser to fully melt metal powder. The main difference is the brand and the software ecosystem.
Read more about “Is 3D Printed Stuff Plastic? The Shocking Truth (2026) 🤯”
What are the common defects in Selective Laser Melting?
Common defects include:
- Lack of Fusion: Caused by insufficient energy.
- Porosity: Gas entrapment or keyhole collapse.
- Cracking: Due to thermal stresses.
- Balling: Poor weting of the melt pool.
- Surface Roughness: Due to powder particle size.
These can be mitigated by optimizing process parameters and using post-processing techniques like HIP.
Is SLM 3D printing cost-effective for small batches?
Yes, for complex and high-value parts. If you need 10-10 parts with intricate geometries, SLM is often cheaper than CNC or casting because it eliminates tooling costs. However, for simple parts or high volumes, traditional methods are more cost-effective.
Read more about “What Percentage of 3D Printing Is Used for Prototyping vs. Production? (2026) 🚀”
What post-processing steps are required for SLM parts?
Post-processing is critical and includes:
- Stress Relief: Heat treatment to remove residual stresses.
- Support Removal: Cutting off supports (manual, CNC, or EDM).
- Surface Finishing: Sandblasting, polishing, or machining.
- HIP (Optional): To close internal pores and improve fatigue life.
- Heat Treatment: To achieve desired mechanical properties.
Read more about “🚀 7 Advanced Metal 3D Printing Techniques Mastered (2026)”
Can SLM be used to print complex internal channels?
Absolutely! This is one of SLM’s biggest strengths. You can print conformal cooling channels, lattice structures, and hollow parts that are impossible to create with traditional methods. Just remember to include escape holes for powder removal.
What is the typical accuracy of SLM 3D printed parts?
SLM offers high accuracy, typically ±0.1 mm or better for features >10 mm. However, accuracy can vary based on part orientation, support structures, and post-processing. Critical dimensions often require CNC machining after printing.
Read more about “What Percentage of Businesses Use 3D Printing Technology in 2026? 🚀”
📖 Reference Links
- Nikon SLM Solutions: Nikon SLM Solutions Overview
- EOS: EOS Metal Additive Manufacturing
- Wikipedia: Selective Laser Melting
- JLC3DP: What is Selective Laser Melting (SLM) 3D Printing
- SpaceX: SuperDraco Engine
- ASTM International: ASTM F2924 Standard
- Renishaw: Renishaw Metal AM
- Fraunhofer ILT: Fraunhofer Institute for Laser Technology